




Teamwork when it comes to natural fibres
One company makes machines at the foot of Germany’s Allgäu mountain range, the other develops and manufactures sophisticated components for vehicles on the outskirts of Cologne. They both share a passion for fibre composite materials. The company Germa Composite from Pulheim has teamed up with the Bavarian firm HG GRIMME SysTech to speed up and automate the process of trimming bodywork components made of natural fibre composite materials.
It’s one of those typical success stories that it’s nice to read about in the newspaper: established in a garage in 2010, today a medium-sized family enterprise with plenty of orders. Germa Composite GmbH from Pulheim (near Cologne) owes its growth to become a medium-sized composite specialist primarily to the car industry and motorsport. Its core expertise is manufacturing high-performance components that are cured using resin-impregnated fibre mats in a heatable pressurised vessel (prepreg autoclave) under a vacuum, positive pressure and heat.













Boom in natural fibres demands a faster process
foto: Jörg Gehrmann, CEO Germa Composite GmbH
There are two autoclaves in the production hall which CEO Jörg Gehrmann uses to explain the current trend: “Recently, we’ve increasingly been using these autoclaves to cure composites with natural flax fibres that we also specialised in alongside other fibres around two years ago. The boom in this product means the current trend is for larger and larger series up to batch sizes of 1000, which is why we’re now automating the process even further.”
This also applies to the subsequent finishing of the fibre materials cured in the autoclaves, which was previously done either manually or on a large CNC milling machine. “Because of its very large machining head, our large, heavy portal milling machine is really only suitable for straightforward XXL components,” explains Jörg Gehrmann. “However, we’re now manufacturing more and more components that have very complex geometries. This is where we need a machine with a small, flexible machining head and a very fast feed rate.”

Recommendation from southern Germany
It was a recommendation from the automotive industry in southern Germany that alerted Jörg Gehrmann to HG GRIMME SysTech GmbH from Wiedergeltingen (Unterallgäu district), which has been making CNC machines for milling plastics and composites, among other products, for around 35 years. For example, a well-known car manufacturer already uses several machines made in Wiedergeltingen to manufacture CFRP frame components across its range. Following benchmarking with competitor products, the CNC team at Germa Composite ultimately chose a 5-axis CNC gantry milling machine from HG GRIMME SysTech with a table that can be divided into two working areas. Its plus point is that it is a freestanding machine that can be installed without needing to do any preparatory work to the floor.
It employs an in-house development from HG GRIMME: a milling head that is mounted on one side and has a highly dynamic rotary axis transmission. When you look inside the machine, it’s noticeable that, in contrast to other machines, the beam with the milling head does not move from front to back and then return, but instead moves from left to right. According to Jörg Gehrmann, what impressed him about the machine is its small, flexible milling head which with shuttle operation makes it possible to finish two workpieces which are clamped on two vacuum clamping tables alongside each other inside the working space. Another positive feature is that the machining head can be rotated 550 degrees, which means that almost anything “can be machined in one go”.
Focus on clean cut edges and
excellent surface finishes
Germa primarily produces bodywork components from natural fibres. As well as having a precise finish, it is particularly important for these outer shell (exterior) components to look good as well. “What we require are clean cut edges and high-quality surface finishes,” explains the CEO. “We achieve this by using special milling tools, but they only deliver the very best results at high rotational speeds. We currently achieve very good cut edges and surface finishes on the HG GRIMME machine with rotational speeds of from 15,000 to 25,000 revolutions per minute.” With a maximum spindle speed of 40,000 min-1 and a feed rate of 80 m/min, the gantry machine offers plenty of dynamic reserve.
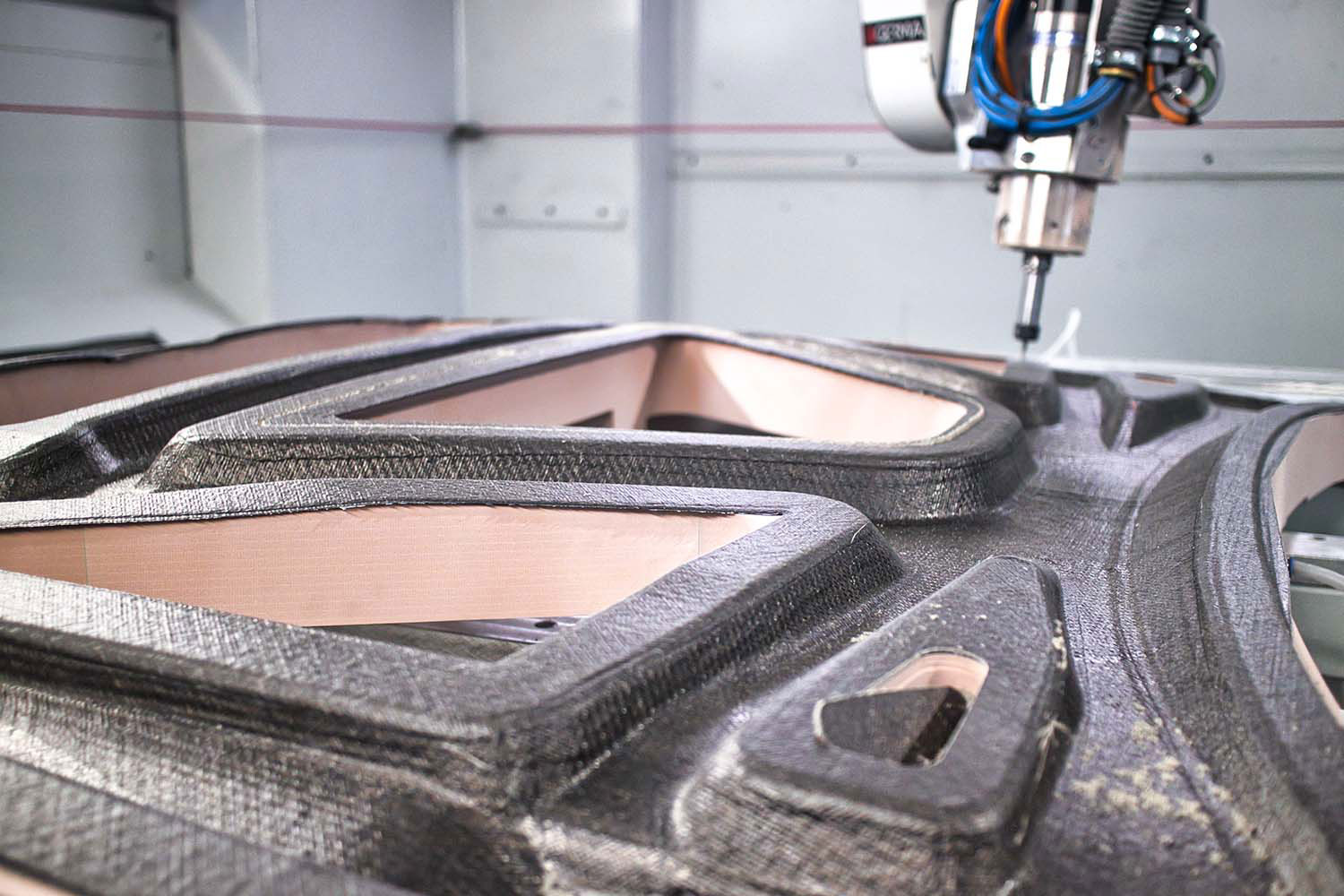
A visit to Pulheim shows how productively and ergonomically the new investment operates: For the purpose of finishing, an operator places a large internal reinforcement shell for a vehicle bonnet on a fixture that is already on the vacuum clamping table in the gantry machine. While the skilled worker positions the shell in the tool with both hands, he starts the vacuum pumps using a knee-operated switch: The clamping table then securely holds, without any vibrations, the tool containing the shell which Germa Composite manufactures in batch sizes of from 500 to a maximum of 1000.
Six minutes instead of two hours for finishing
“The finishing process used to take one and a half to two hours,” reports Gehrmann. “Now that we’ve optimised our CNC range, our current time is less than six minutes. These are clear advantages in terms of speed and also quality.” During this short time, a complex shape with a contour of around seven metres needs to be trimmed, holes need to be cut out and drill holes for attaching components need to be milled.
The engineers in Pulheim previously also looked at a solution involving robots, but for reasons of cost and quality they ultimately opted for a traditional machine tool. “The robot didn’t give us the tolerances and repeat accuracy that a gantry machine offers us,” says the CEO. “A gantry machine can also be used more flexibly. For example, we can also use it to machine our tools and fixtures.”
One day of induction on the new gantry machine
The additional costs of the gantry machine, the programming system and the required training costs did not present a hurdle either. The new HG GRIMME machine is equipped with the same programming system as the other machines, which meant that the team of operators was able to use it straight away. “All in all, the cost of training was not that high,” says the Germa CEO with delight. “HG GRIMME trained our team in such a way that it was able to use the machine productively by the very next day.”
It is made much easier to use by a discreet yellow box located at the bottom of the HG GRIMME machine. This is what is known as a PLS laser scanner which monitors the danger zone around the machine. Engineer Ingo Gehlhaar, customer adviser at HG GRIMME SysTech: “The optical scanner ensures that there is nobody in the working space. Once the part has been inserted, the operator presses “Start Cycle”: The doors close and the machining starts automatically. This saves a great deal of time.” It also means that the machine can even be operated by untrained personnel.
Chips and dusts present a particular challenge when machining composites: To make sure they do not clog up the drive technology, it is located at the top of the gantry machine. The operating personnel are protected from potentially harmful dusts by a special enclosure. In addition, a highly efficient, horizontal extraction system has been installed.
Forecast: Natural fibres suitable for lots of applications
For Germa Composite, investing in the new gantry milling machine was just another step towards a more sustainable future. Gehrmann: “What we now also need are bio-compatible resin materials so we can manufacture truly sustainable components. When they have improved characteristics, natural fibres will then be suitable for lots of applications – not just in motorsport or production vehicles.”
Those who are interested can learn more about the milling of composite materials at JEC World from 25 to 27 April 2023 in Paris at the HG GRIMME SysTech booth in Hall 6, G74

Author: Nikolaus Fecht, Photos: HG Grimme SysTech / K. Rüsberg

